![]()
- Wavelength Opto-Electronic社製品
- Laser Point社製品
- Ultra Photonics社製品
- Raytools社製品
- JPT Electronics社製品
- Namson Laser社製品
- EasternLogic社製品
![]()
レーザ技術は過去 60 年間にわたって徐々に開発されてきました。 これは、マーキング、溶接、切断などの従来の加工分野や、先端材料の適用が戦略的要求となる航空宇宙分野で広く使用されています。
レーザ溶接は、レーザを使用して金属または熱可塑性プラスチックの部品を接合するために使用される溶接技術です。 材料表面に高密度のビームを照射します。
瞬間的なエネルギーで材料を溶かし、冷えると結晶化することで、2つの材料が強固に結合します。
従来の溶接プロセスと比較して、レーザ溶接には多くの利点があります。
まず、レーザ光の照射により粒子の結晶が一方向に成長し、非常に微細な樹枝状構造を示し、優れた機械的特性を示します。
さらに、レーザ溶接は、レーザビームのサイズが小さいため、熱応力と熱影響がはるかに低くなります。 したがって、耐火材料と異種金属を接合することがより実現可能です。
また、溶接ヒュームの際に発生する有害物質も少なくなります。 さらに、耐多孔性と耐亀裂性の能力がはるかに優れています。
市場には、さまざまな用途に応じたさまざまな種類のレーザが存在します。 レーザ溶接と一口に言っても、溶接方法に応じてレーザの種類は数多くあります。
以下のコンテンツでは、MOPA ns パルスファイバーレーザ、QCW ファイバーレーザ、YAG レーザを使用した溶接パフォーマンスについて説明します。 これら 3 種類のレーザの詳細パラメータを表
1 に示します。
以下のコンテンツでは、MOPA ns パルスファイバーレーザ、QCW ファイバーレーザ、YAG レーザを使用した溶接パフォーマンスについて説明します。 これら 3 種類のレーザの詳細パラメータを表 1 に示します。
溶接評価に使用されるnsパルスファイバーレーザはMOPA構造に基づいており、JPTによって組み立てられ、8つの調整可能なパルス幅を備えています。 以下に示す溶接評価結果は 3 つのレーザに基づいています。 さらに詳しい情報が必要な場合はお気軽にお問い合わせください。
表 1. 溶接評価に使用するレーザモデルの仕様
| 項目 | ナノ秒パルス ファイバーレーザ |
QCW ファイバーレーザ |
YAGレーザ |
|---|---|---|---|
| 平均出力 | 120W | 500W(CW) 150W(パルス) |
350W |
| 中心波長 | 1064nm | 1080nm | 1064nm |
| 周波数範囲 | 1-1000kHz | 0-1000Hz | 0.1-150Hz |
| 最大パルスエネルギー | 1.5mJ | 15J | 80J |
| パルス幅 | 10, 20, 30, 60, 100, 200, 250, 350ns |
0.05-50ms | 0.3-20ms |
| 冷却方法 | 空冷 | 水冷 | 水冷 |
| 消費電力 | < 600W | 1.1kW | 12kW |
各種レーザ(nsパルスファイバーレーザ、QCWファイバーレーザ、YAGレーザ)による溶接試験の概略は以下の通り(図1参照)です。
図 1. 3 種類のレーザに基づく溶接モデル
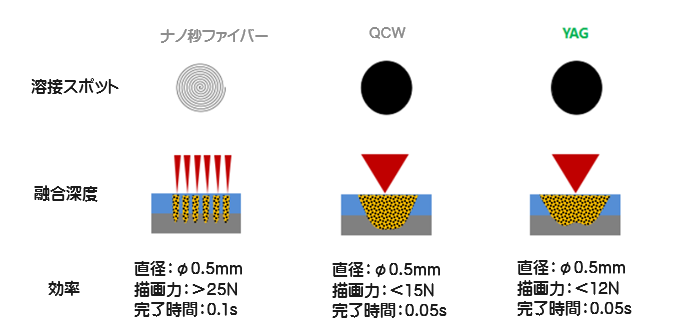
nsパルスファイバーレーザの集光ビーム径はQCWレーザやYAGレーザに比べて小さくなります。 QCWレーザとYAGレーザの溶接点は1回の発光で生成されますが、nsパルスファイバーレーザの溶接点は螺旋状になっているため、他の2種類のレーザに近い大きさになります。
パルスエネルギーは、ns パルスファイバーレーザの場合は 1.5 mJ、QCW および YAG レーザの場合は 15 J です。 したがって、パルスファイバーレーザが同じサイズの溶接スポットを得るには、より長い時間がかかります。
断面を観察すると、nsパルスファイバーレーザを使用すると槽が鋸歯状になり、QCWレーザやYAGレーザを使用すると中空になります。
さらに、QCW レーザのビーム品質は YAG レーザよりもはるかに優れています。 QCWレーザを使用することで断面が円錐形に近くなります。
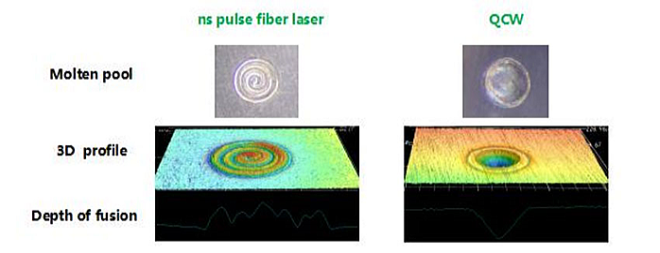
まず、nsパルスファイバーレーザとQCWレーザを用いて鋼材の溶接試験を実施しました。 図 2a は、溶接原理の違いにより異なる溶融池の 3D プロファイルを示しています。
nsパルスファイバーレーザを使用することにより、溶接箇所がスパイラル状となり、溶融池がより均一になります。 そして結果は、描画力がより重要であることを示しています。
ただし、QCW ファイバー レーザを使用すると、相互作用時間が短いため、熱の影響ははるかに小さくなります。 溶接スポットは 1 回の発光で生成され、溶融池は円錐に近くなります。
図2a - nsパルスファイバーレーザとQCWレーザの溶接性能の比較(試験材料: スチール)
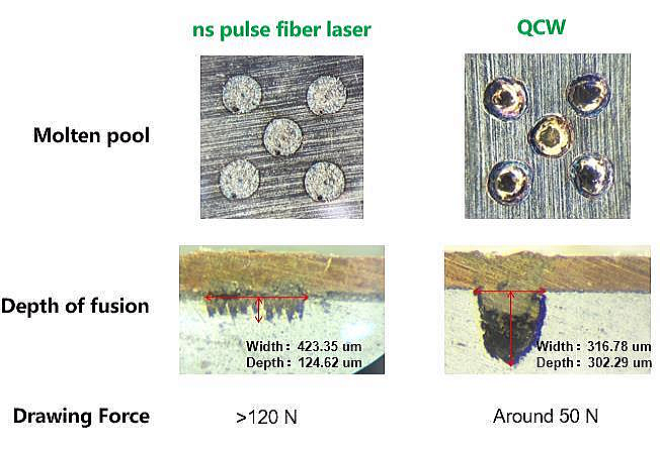
次に、ns パルスファイバーレーザと QCW レーザを使用して、異種材料の溶接性能 (銅と鋼の溶接) も評価しました。 図 2b は、金属組織検査の詳細な結果を示しています。 QCW レーザで使用される溶接領域のアスペクト比は 1:1 に近いですが、ns パルス ファイバー レーザでは引抜力がより重要になります。
図2b - 溶接材料上の浴(鋼に銅を溶接): nsパルスファイバーレーザとQCWレーザでテスト
溶接性能はレーザの種類によって異なります。 表 2 は、3 つのレーザ モデルの溶接評価の結果をまとめたものです。 異種金属溶接、特に薄肉溶接にはnsパルスファイバーレーザがおすすめです。
溶解と蒸発の間の微妙なバランスが必要です。 エネルギーは材料を溶かすのに十分である必要がありますが、材料を蒸発させることはできません。
溶接用の MOPA 構造は、柔軟なパルス制御の恩恵を受けています。 私たちは、真鍮-鋼、チタン-鋼、アルミニウム-真鍮、真鍮-銅など、さまざまな異種の薄い金属をテストしました。 また、3C製品の溶接には、精度の高い加工が可能なnsパルスファイバーレーザが広く使用されています。
QCW ファイバーレーザはビーム品質が適切に制御されているため、スポット仕上げ、熱効果、溶接面のパフォーマンスが YAG レーザに比べて優れています。
表 2. さまざまな種類のレーザの溶接性能の概要
| 項目 | ナノ秒パルス ファイバーレーザ |
QCW ファイバーレーザ |
YAGレーザ |
|---|---|---|---|
| 異種の薄い金属 | 良 | 普通 | 普通 |
| スポット仕上げ | 良 | 良 | 普通 |
| 熱効果 | 普通 | 良 | 普通 |
| 溶接面 | 普通 | 良 | 良 |
| 電力効率 | 良 | 良 | 普通 |
適切なレーザを使用すると、特定の溶接用途の成功率が高くなります。
JPT は、高度な訓練を受けたエンジニアと、さまざまな用途 (マーキング、切断、溶接など) に使用されるさまざまな種類の機器を備えた特殊なアプリケーション ラボを所有しており、お客様が適切なレーザを選択する前に加工特性を評価するのに役立ちます。
ご質問がございましたら、いつでもお問い合わせください。
このWebサイトは、株式会社アストロンが運営しています。
お問い合わせ
TEL. 03-5647-6541(平日 9:00〜17:00) FAX. 03-5647-6687